
双列圆锥滚子轴承的轴向游隙测试试验
摘要:采用标准规定的“分体法”、用户经常使用的“整体法”以及一些国外公司采用的“凸出量法”测量并计算双列圆锥滚子轴承的轴向游隙,以比较不同测量方法的数据差异,结果表明“凸出量法”是效率较高的准确测量方法,且可推广至四列圆锥滚子轴承轴向游隙的测量中。
一、概述
轴向游隙是双、四列圆锥滚子轴承应用中的重要技术指标,对轴承的使用寿命有直接影响,JB/T 8236—2010《滚动轴承 双列和四列圆锥滚子轴承游隙及调整方法》中规定了双、四列圆锥滚子轴承的径向游隙及轴向游隙的换算和调整方法,即分体测量方法[1]。双、四列圆锥滚子轴承游隙过小,容易造成严重的轴承失效事故,主机用户往往都需复检轴向游隙,按照标准规定的“分体法”测量双、四列圆锥滚子轴承轴向游隙时,采用高度尺确定套圈端面到测量平台之间的距离,对于轴承测试平台要求高,用户现场难以实现。各生产企业以及主机用户在实际应用中摸索各种替代测量方法[2-5],“整体法”是目前主机用户大量使用的替代测量方法[6],测量实践表明:测量双、四列圆锥滚子轴承轴向游隙时,“整体法”与“分体法”的测量误差约0.01~0.10 mm[5]1。不同测量方法所得测量值的不同迫使轴承制造企业在游隙配置时加大轴向游隙值以“匹配”用户测量方法,造成轴承实际游隙大于测量值,从而降低轴承的回转精度,增加轴承运行时的振动与噪声,最终降低轴承寿命。
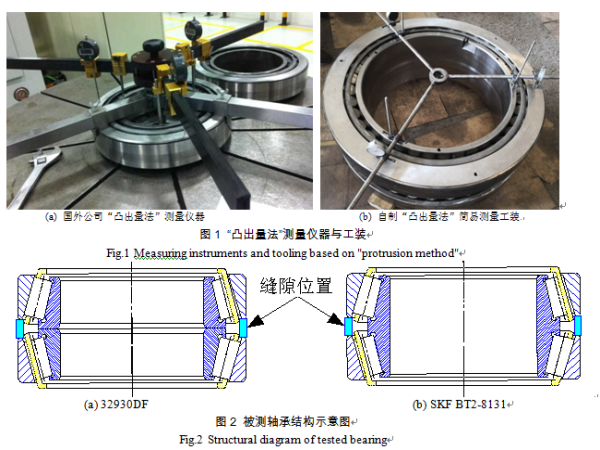
国外一些公司在无隔圈双、四列圆锥滚子轴承游隙测量时采用了“凸出量法”[7-8],并开发了专用测量仪器,如图1所示。该测量方法的计算原理与标准规定的“分体法”相同[1-8],测量中采用套圈端面定位,无需往复找平;3个表架同时读数,测量3次即可获得3组共9个数据;测量效率大幅提升,且对测量平台精度要求相对较低,便于在轴承应用现场开展测量。目前,该测量方法已推广到各种结构类型双、四列圆锥滚子轴承的游隙测量[9]。
综上,借鉴国外公司“凸出量法”测量仪器的原理,制作简易工装开展双、四列圆锥滚子轴承轴向游隙测试试验,并进行不同测量方法所得结果的对比分析。
二、测量方法
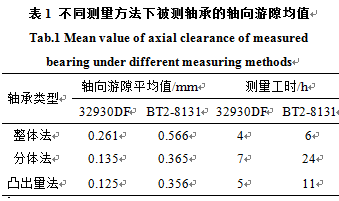
为验证“凸出量法”与标准规定的“分体法”以及“整体法”的数据差异,选取32930单列圆锥滚子轴承(面对面配对)以及再制造[10]后待配游隙的SKF BT2-8131双列圆锥滚子轴承,分别测量2种轴承外圈之间的缝隙值并计算其轴向游隙[7]12。试验样本数量分别为:随机选取100套32930配对为50套32930DF,20套SKFBT2-8131,被测轴承结构如图2所示。32930DF的外形尺寸为Φ150 mm×Φ210 mm×76 mm,质量为7.6 kg;SKF BT2-8131的外形尺寸为Φ460 mm×Φ860 mm×380 mm,质量为975 kg。选取这2种轴承作为试验对象的主要原因为轴承缝隙在外圈,便于整体法测量,而且轴承的重量和锥角差别也较大,便于对比数据。试验数据来源于工序间合套配游隙时的测量值。
三、 数据分析
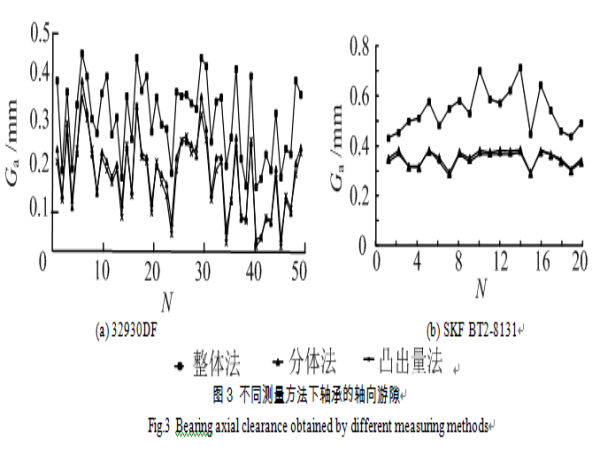
3种测量方法所测数据如图3所示,50套32930DF和20套SKF BT2-8131在不同测量方法下的轴向游隙均值见表1。由图、表可知:
(1)与以往的研究结论相同,“整体法”的测量值显著大于“分体法”的测量值。这是由于“整体法”测量时,由于靠下一列滚动体的自锁问题,造成缝隙测量值大于其实际值,导致游隙配置时轴承的实际游隙大于真实值。
(2)对于32930DF,“整体法”的测量均值比“分体法”大0.126 mm;对于SKF BT2-8131,“整体法”的测量均值比“分体法”大0.201 mm,两者之间的测量误差超过0.10 mm,并且轴承尺寸越大、锥角越大,测量误差越大。
(3)对于32930DF和SKF BT2-8131这2种型号的轴承,“凸出量法”与“分体法”测量均值的差值的绝对值分别为0.010,0.009 mm,测量结果非常接近,说明“凸出量法”可作为“分体法”的代用方法。
(4)对于32930DF,“分体法”测量工时为“整体法”的1.75倍,“凸出量法”的1.4倍,“凸出量法”的效率优势并不显著,原因在于轴承重量较轻,无论是“分体法”还是“凸出量法”,轴承测量过程中的翻转时间所占比列较小;对于SKF BT2-8131,“分体法”测量工时耗费为“整体法”的4倍,“凸出量法”的2.18倍,相较于“分体法”,“凸出量法”的效率优势较为显著,且耗费的主要工时为轴承翻转时间,实际测量和读数时间较短。“凸出量法”在测量重大型双列圆锥滚子轴承的轴向游隙时,在保证测量精度的前提下具备非常突出的优势,可以作为用户现场复检双列圆锥滚子轴承轴向游隙的重要手段。
四、结束语
JB/T 8236—2010规定“测量时在外圈上加载荷块,其载荷值应保证滚动体与滚道均匀接触”,国外公司的“凸出量法”测量仪器附带有配重装置,测量不同尺寸双、四列圆锥滚子轴承轴向游隙时可通过调节配重满足测量需求。配重装置的制作原理也很简单,一般轴承制造企业均可制作。
很多四列圆锥滚子轴承的尺寸较大,采用“分体法”测量轴向游隙时更加繁琐耗时,而四列圆锥滚子轴承轴向游隙的“分体法”测量原理与双列圆锥滚子轴承的“分体法”测量原理相同,也可推广采用“凸出量法”,从而更大幅度地提升测量效率。
“凸出量法”是一种测量准确且测量效率较高的测量方法,本文制作的简易测量工装制作也较为简便、经济,易于在轴承制造企业推广。由于测量标准未规定和推介该测量方法,因而还难以获取主机用户的认可,若相关标准规定这种测量方法的可行性,则可大大提升双、四列圆锥滚子轴承轴向游隙测量效率、提高测量精度,进而为轴承回转精度上升、振动降低、寿命延长做出有益改进。
(来源:轴承杂志社2020年10期)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 蓝月亮论坛, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回