
轴承是一个重要的机械基础连接件,在机械工业应用广泛。可以说,有旋转的地方就有轴承。汽车作为现代社会人们的主要交通工具,汽车工业也成为我国主要的支柱产业,轴承在其中也发挥着重要作用。汽车的很多安保件,如转向器、发动机和变速箱等,都可以看到轴承的身影。汽车轴承作为轴承的一个分支,有承载、抗冲击和高速旋转等特殊性能,其性能对乘客、驾驶员和车辆本身的安全有着重要影响。

热处理作为汽车轴承制造过程的关键工序,其加工质量好坏与原材料是影响轴承寿命的两大重要因素。下面,笔者根据自己的工作经验和所掌握知识,从汽车轴承的材料、热处理设计、热处理工艺、热处理装备、热处理技术力量和热处理发展方向等方面,对汽车轴承热处理技术做简要阐述。
汽车轴承热处理技术
汽车轴承用钢中主加合金元素铬的主要作用是提高钢的淬透性,使零件在淬火、回火后整个截面上获得较均匀的组织。铬可形成合金渗碳体(Fe,Cr)3C,使奥氏体晶粒细化,加热时降低钢的过热敏感性,提高耐磨性,并能使钢在淬火时得到细针状或隐晶马氏体,使钢在高强度的基础上增加韧性,一般不需要对汽车轴承进行深冷处理,除非对零件尺寸的稳定性及残留奥氏体的含量有特殊要求。
(1)汽车轴承零件的生产工艺路线
钢球滚动体的一般生产路线为:棒料→球坯热墩成型→光球(锉削)→软磨→热处理→硬磨→ 细研→精研(抛光)。
内外套圈的一般生产路线为:管料(冷碾)→退火→车削→软磨→热处理→磨削→精加工。
保持架的一般生产路线为:实体保持架(尼龙):毛坯→车削→拉、钻窗口→表面处理。
冲压保持架(金属):带料或板料→成型→切底→冲窗口→压坡→扩张→表面处理。
汽车轴承的滚动体、外圈、内圈,轮毂轴承的二三代法兰都要进行适当的热处理,以充分发挥材料自身的潜力,获得零件预期的性能并提高总成的使用寿命,主要有球化退火、整体淬火+低温回火、化学热处理、感应热处理等方式。
(2)汽车关键轴承零件的热处理概况
下面从热处理设备、工艺实例、技术要求、发展预测等作简要介绍。
球化退火设备通常使用保护气氛炉,使退火后的零件表面少、无氧化,并能提高轴承零件的材料利用率。轴承材料的加热温度为835~850 ℃,球化温度为750~760 ℃,如图8所示。
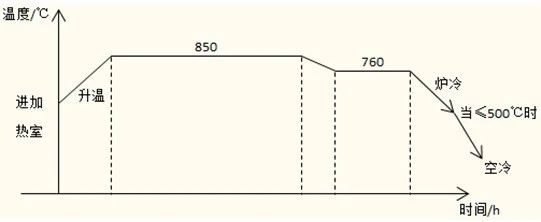
球滚动体经锻造后,使用爱协林辊底式连续性氮基保护气氛退火炉,如图9a所示。球化退火温度为760 ℃,氧势≥900,露点≤20 ℃,丙烷流量0.18±0.02m3/h,炉内压力150~300 MPa,检得硬度≤210 HBW,脱碳层小于等于0.25 mm、网状碳化物≤CN4.2,钢球整体淬回火后的硬度要求60HRC以上。

氮基保护气氛退火炉
保护气氛连续炉示意

全自动中频淬火回火线 汽车轴承用热处理设备
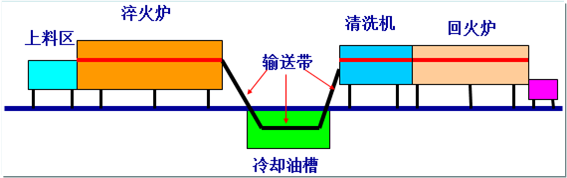
淬回火设备通常也使用保护气氛炉型如铸链炉、网带炉或推杆炉,如图9b所示,生产效率高、能耗低,常见的国内生产厂家有江苏丰东、北方工业、杭州金舟等。
内外圈使用保护气氛连续炉淬火,为减小变形,使用KR468G专用轴承淬火油并调整加热温度时间、输送带运行速度等参数或也可用盐浴进行马氏体分级淬火,工艺曲线如图10所示,淬火后硬度达63~64.5 HRC,经180±10 ℃回火后硬度61~63HRC,检得套圈的锥度0.05mm左右,圆柱度≤0.15 mm。
汽车轮毂轴承二三代带有法兰盘,材料为S55C,要求淬火区域的表面硬度达60HRC以上。宜使用自动感应淬火生产线,如图9c,冷却介质选用浓度可调的水基淬火液,淬火液压力0.2~0.6 MPa,淬火后硬度62~65 HRC,硬化层深2.2~3.4 mm,圆度≤0.1 mm,经(160±10)℃×(120±5)min整体回火后硬度60~63 HRC,显微组织3~6级。
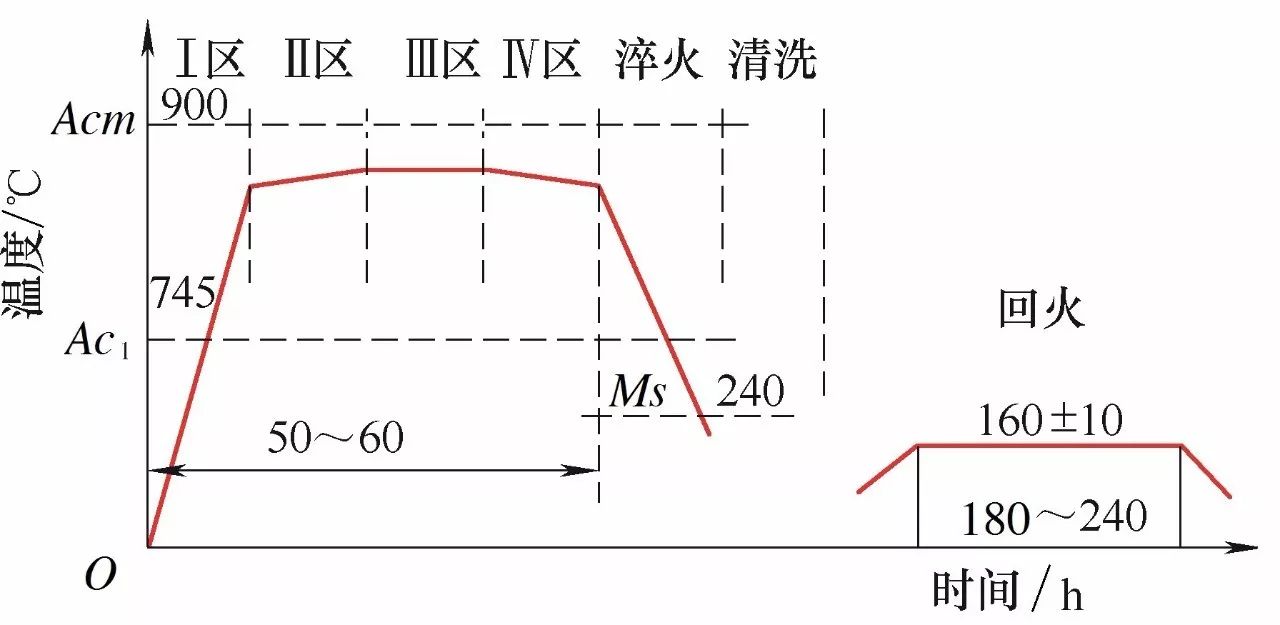
轴承件整体淬火回火工艺曲线
随着国内热处理设备和生产技术的不断提高,应用在对汽车轴承零件生产加工上的已基本成熟。原来的箱式炉、井式炉、盐浴炉、鼓形炉、普通空气加热炉等设备基本被淘汰,现大量普及的是保护气氛设备辅以变压吸附、膜制氮等技术,以托辊式网带炉为主流的整体淬回火线和自动感应淬火回火线已成为主流。另外,由保护气氛向可控气氛过渡,炉控系统由单线计算机控制向集群式计算机控制,也将逐渐发展为两大趋势。
结语
汽车轴承作为轴承的一个重要分支,它有着处于汽车工业及运行环境的特点。除了改进结构设计及良好的密封和润滑外,采用高纯净材料及合理的热处理设备和工艺,可提高汽车轴承的可靠性并达到长寿命。
(来源:热处理技术)


轴研所公众号 轴承杂志社公众号
Copyright © 2019 蓝月亮论坛, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回