
针对轴承生产企业套圈生产过程中普遍存在端面缺陷的问题与人工目检的现状,提出了基于机器视觉的轴承套圈端面缺陷在线检测方法。首先,对套圈图像预处理后进行边缘检测,采用四连通域定位套圈端面区域;其次,采用最小二乘法拟合端面轮廓以判别外形缺陷,采用极坐标变换将套圈环形端面拉伸成矩形,采用Sauvola局部二值化算法对矩形图进行缺陷分割,并通过坐标系反变换与双线性插值法将缺陷图转换回环形图;最后,根据提取缺陷的图像特征完成缺陷的识别与分类。现场测试表明,套圈端面检测系统的整体识别准确率达98.6%。
轴承是保证机械装备回转精度不可或缺的基础部件,轴承套圈在经过平面磨削加工后,其端面可能依然存在锻废、大小边、磕碰伤、车废、磨伤、黑皮等外观缺陷。如果套圈端面存在缺陷,其作为外圆无心磨等后序工位的定位面,势必影响加工精度和轴承的回转精度,可能导致轴承使用过程中产生噪声和振动,从而加速磨损,甚至引发机器故障。另一方面,端面缺陷套圈进入后续工序加工后剔除或成品进入市场后召回,都会给企业带来物资与人力成本的极大浪费。因此,必须在平面磨削加工后将缺陷品剔除,避免流入后续工序。
目前,大多企业仍凭借质检员肉眼与主观经验对套圈进行鉴定与判断,质检结果易受人为因素影响,检验标准难以保持一致,稳定性差且易漏检。机器视觉具有精度高、效率高、实时性好等优点,是替代人工检测的有效方法,例如:文献[2]采用改进Otsu方法进行阈值化处理,利用八连通域标记识别技术实现了轴承端面的非接触检测;文献[3]利用纹理单元解决了空气轴承表面变化的光照强度影响图像采集的问题。
在上述研究的基础上,本文提出一种轴承套圈端面缺陷在线视觉检测方法,采用四连通域、种子填充算法定位检测区域,Sauvola局部二值化算法进行图像分割,并基于多特征的外观缺陷识别方法判别缺陷。
1、光源选择与检测区域定位
1.1 光源选择
光源是视觉检测系统不可或缺的组成部分,直接关系到成像质量。良好的照明方式可以凸显目标区域的特征,减轻图像处理工作量。
端面缺陷检测成像面为圆环形金属端面,具有一定的镜面发射效应,且被测套圈尺寸跨度大,故采用球积分漫反射无影照明方式,照射面积大,光线集中且照射均匀,不会形成镜面反射,如图1所示。
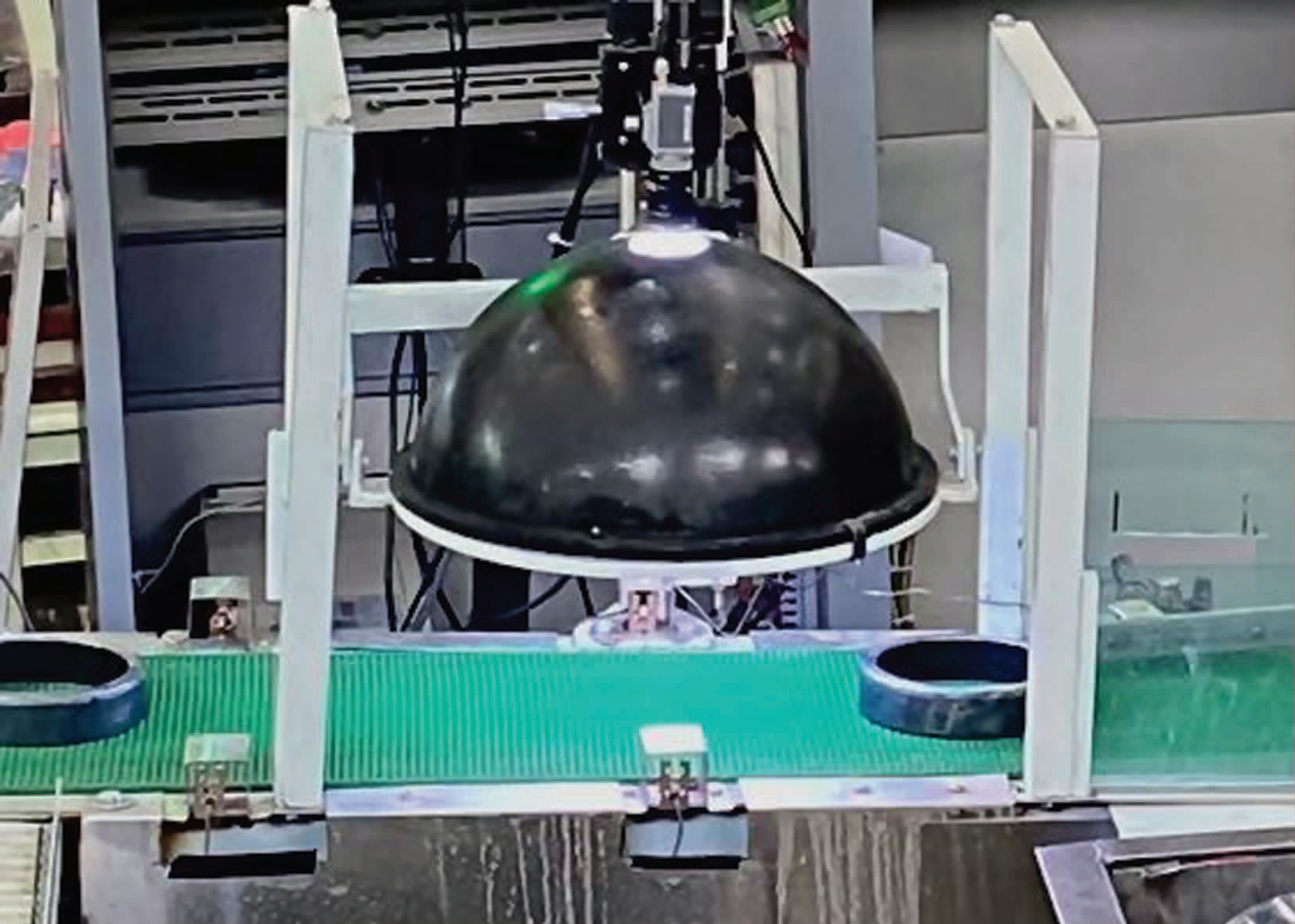
图1 球积分漫反射无影照明
Fig.1 Spherical integral diffuse reflection shadowless illumination
1.2 图像预处理
图像捕获过程中存在的噪声与干扰会降低图像质量,增加后续边缘检测与图像分割的难度因此,需要对原始图像进行一定的预处理,消除图像中的噪声与干扰,均值滤波、高斯滤波、中值滤波的对比效果如图2所示。由于端面环形区域外为背景区域,灰度值较低,均值滤波处理后的环形区域明暗对比变弱,图像也变得模糊;中值滤波处理后的端面边缘部分被黑色区域影响,边缘细节丢失;而高斯滤波由于加权平均的特点,在去除噪声的同时可以很好地保留圆环及其边缘的细节。针对套圈端面区域与背景区域对比较大,并且需要检测出细小缺陷的特点,选取大小为3×3,标准差为1的滤波窗口进行高斯滤波。

图2 不同滤波方式效果图
Fig.2 Effect diagram by different filtering methods
1.3 边缘检测
边缘检测是通过识别图像中亮度发生明显变化的部分确定需要识别图像边缘的位置。区域内灰度突变反映了图像的重要变化,是价值极高的图像特征。针对本研究,边缘检测可以很好地完成套圈端面区域与背景区域的划分,更容易实现检测区域的定位,为下一步处理做好准备工作。
常用的边缘检测算子包括Canny 算子、Sobel算子与Laplacian算子。Sobel算子对噪声和灰度渐变的边缘适应能力较强,但对图像有平滑处理功能,适用于对精度要求不高的场合;Laplacian算子对噪声的抗干扰能力较差,会将无效像素视为边缘点,但会突出边缘的对比度,适用于图像锐化场景;Canny算子具备错误率低,定位能力强,边缘像素响应单一等特性,被称为最优秀的边缘检测器。3种算子的对比如图3所示,Canny算子的抗噪声干扰能力更强,对边缘的定位能力较强,能检测出真正的弱边缘。因此,本文选取高低阈值比率为2:1的Canny 算子提取套圈端面圆环的2条轮廓。
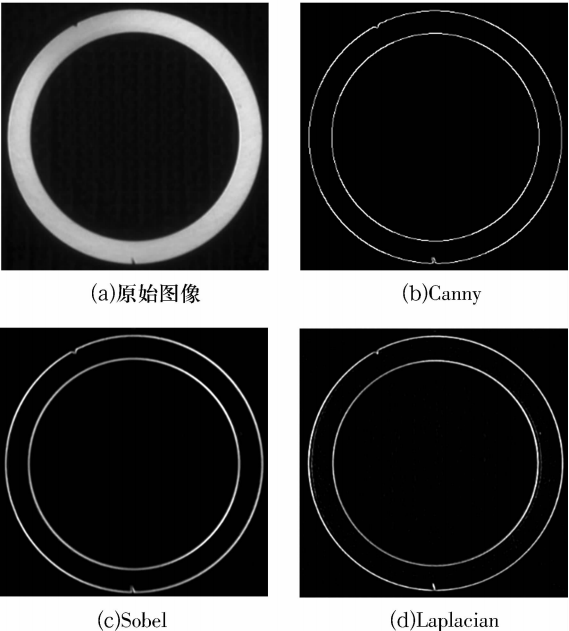
图3 各算子边缘检测效果对比
Fig.3 Comparison of edge inspection effects of various operators
1.4 端面定位
检测区域定位有2种方法:1)对边缘轮廓进行最小二乘法拟合得到大小圆圆心与半径,根据像素点是否在小圆外、大圆内进行端面定位;2)利用四连通域法进行端面区域定位。大量试验表明,由于镜头畸变和套圈端面倒角的影响,第1种方法偶尔会出现实际端面点没有包含在拟合端面内的情况,造成误检或漏检,因此本文利用四连通域法进行端面区域定位。
坐标(x,y)处的像素点Р有上下左右4个相邻像素,坐标分别为(x,y-1),(x,y+1) ,(x-1,y) ,( x +1,y),这4个像素点表示Р的四邻域,用N4(P)表示。点P的4个对角点与四邻域一起称为Р的八邻域,用N8(P)表示,其中4个对角点的坐标分别为(x-1,y-1 ),(x-1,y+1) , (x+1,y-1),(x+1 ,y+1)。四邻域与八邻域的示意图如图4所示,图中灰色区域表示Р点邻域。如果2个像素邻接,则称这2个像素是连通的,图4a中灰色区域与Р点为四连通。
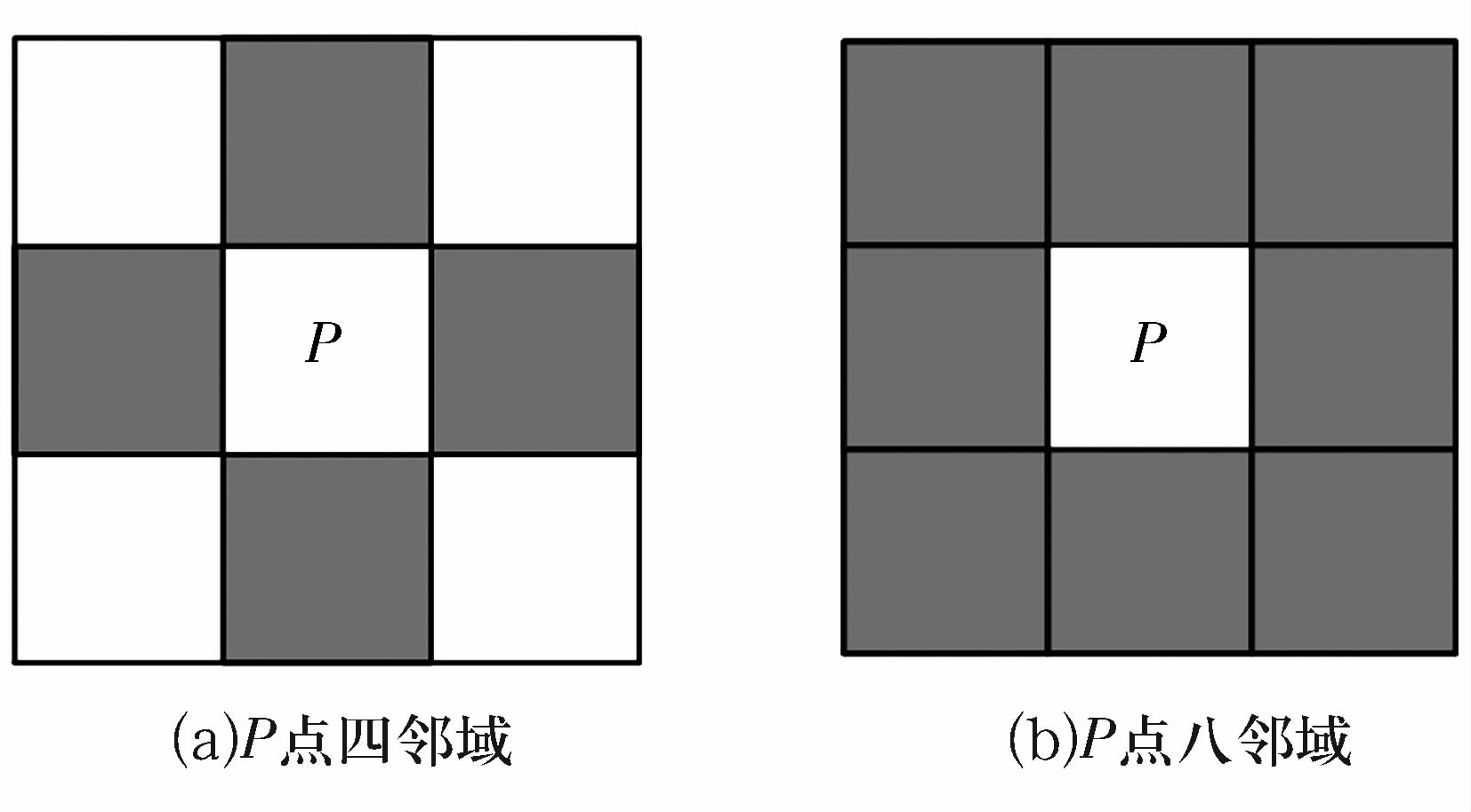
图4 四邻域与八邻域示意图
Fig.4 Diagram of P point four neighborhood and eight neighborhood
边缘检测提取的轮廓基于八邻域连接且图像为二值图,因此可以利用种子填充算法定位检测区域,操作步骤如图5所示:
1)在端面区域内找到一个前景像素点Р作为初始种子,设初始种子为(xmin+(rmax-rmin)/2,ymin)即可,将Р点压入栈中并做好标记。
2)将Р点弹出栈顶,遍历Р点的上下左右4个邻域点,如果Р点的邻域点不是轮廓点(像素值为0)或未被标记,则将该邻域点压入栈中并做好标记。
3)弹出栈顶邻域点,遍历该邻域点的上下左右4个邻域点,如果该邻域点的4个邻域点不是轮廓点或未被标记,则将该邻域点压入栈中并做好标记。
4)重复第3步,直到栈为空,所有邻域点均被标记。

图5 四邻接连通域法进行端面定位
Fig.5 Four adjacent connection domain method for end face positioning
至此,便已成功提取端面连通域,此连通域即套圈端面区域(图6),后续的缺陷检测只需处理套圈端面区域内的图像,为节省后续运算时间奠定基础。
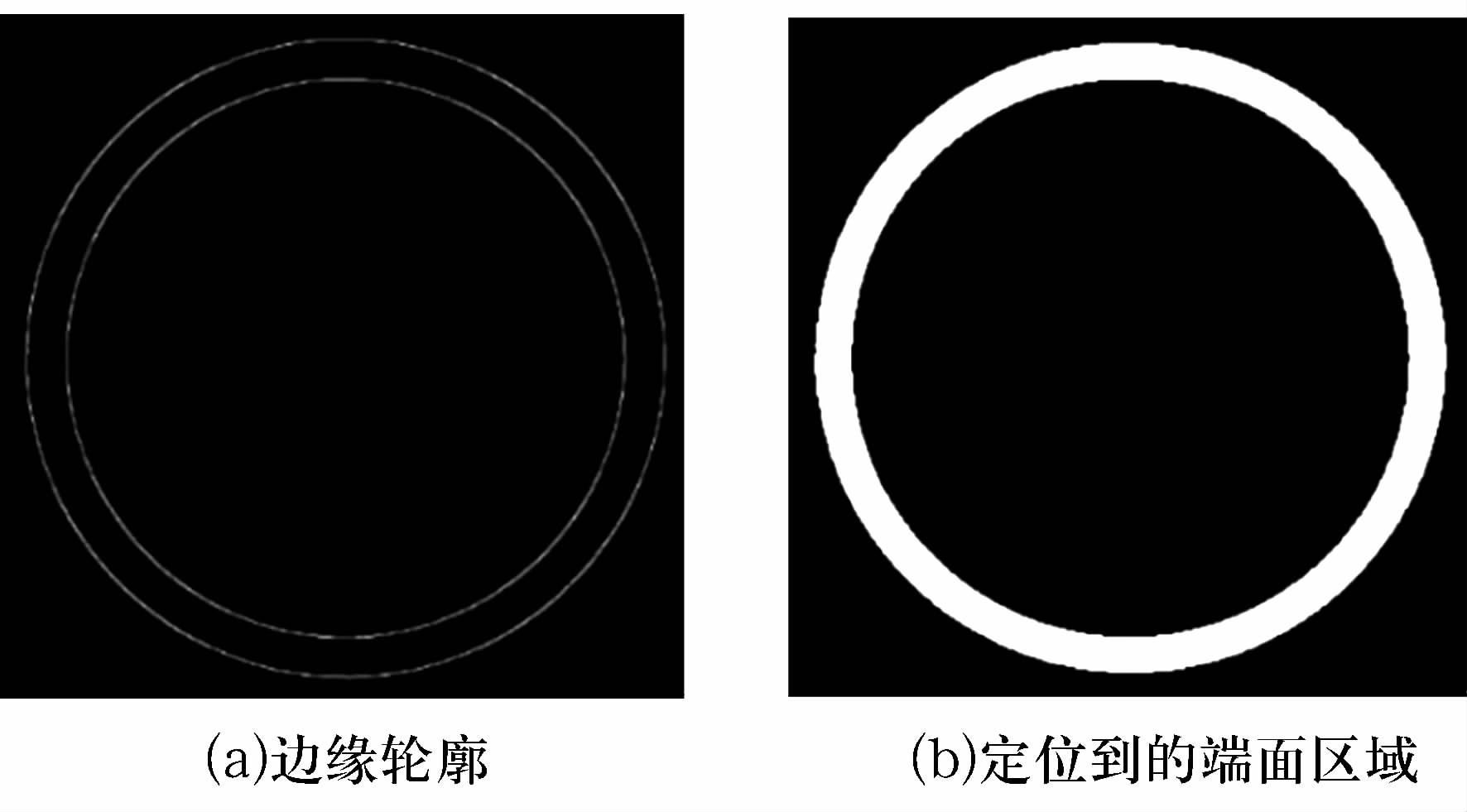
图6 端面区域定位结果
Fig.6 Positioning result of end face area
2、缺陷检测
本研究将套圈缺陷分为外形缺陷(大小边、磕碰伤)和外观缺陷(车废、磨伤等端面损伤)。
2.1 外形缺陷判别
对于外形缺陷,用最小二乘法计算所提取2条套圈端面轮廓的大、小圆圆心,通过圆心距离进行判定。如图7所示:如果大、小圆的圆心距离dc超过设定的阈值Dmax,则将其判定为大小边缺陷;如果外圆圆心最短距离dout与外圆半径rout的差值Δout超过设定的阈值Dout,则将其判定为外圆磕碰伤缺陷;如果内圆圆心最长距离din与内圆半径rin的差值Δin超过设定的阈值Din,则将其判定为外圆磕碰伤缺陷;
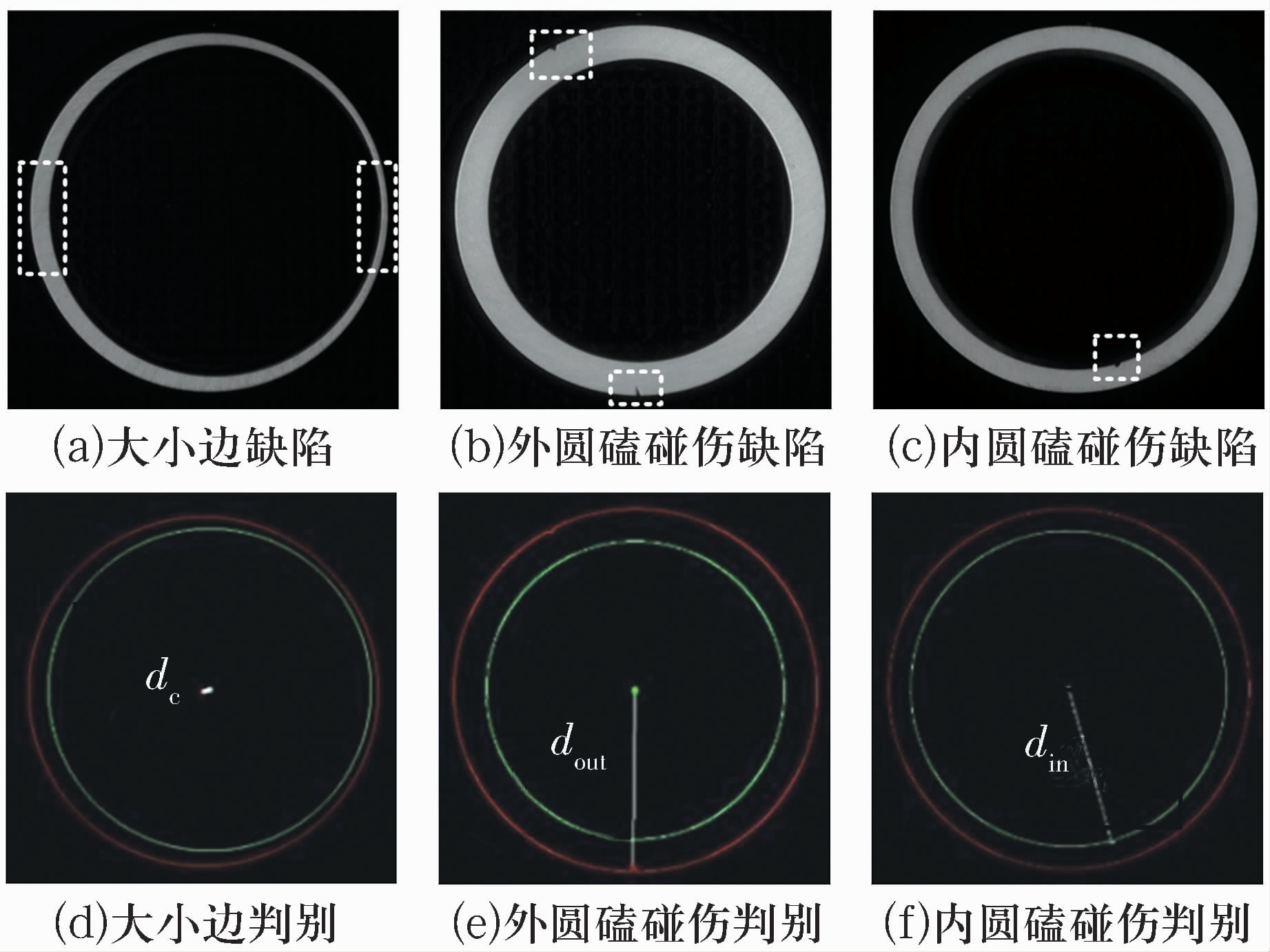
图7 外形缺陷判别
Fig.7 Discrimination of shape defects
2.2 外观缺陷判别
2.2.1 图像坐标系转换
套圈端面是一个圆环,直接进行图像分割会被套圈外的黑色区域严重干扰而无法正确提取缺陷,因此需要将提取的套圈端面进行坐标系变换,将端面圆环拉伸成便于后续处理的矩形。局部分割算法可以在变换后的矩形中进行,提取缺陷后再将图像从极坐标系变换至直角坐标系。
如图8所示,点P的x,y坐标分别表示其距离原点O的水平距离与垂直距离;点P'的坐标u,v分别表示点Р在图8a中相对圆心(rx,ry)的极角与极径。
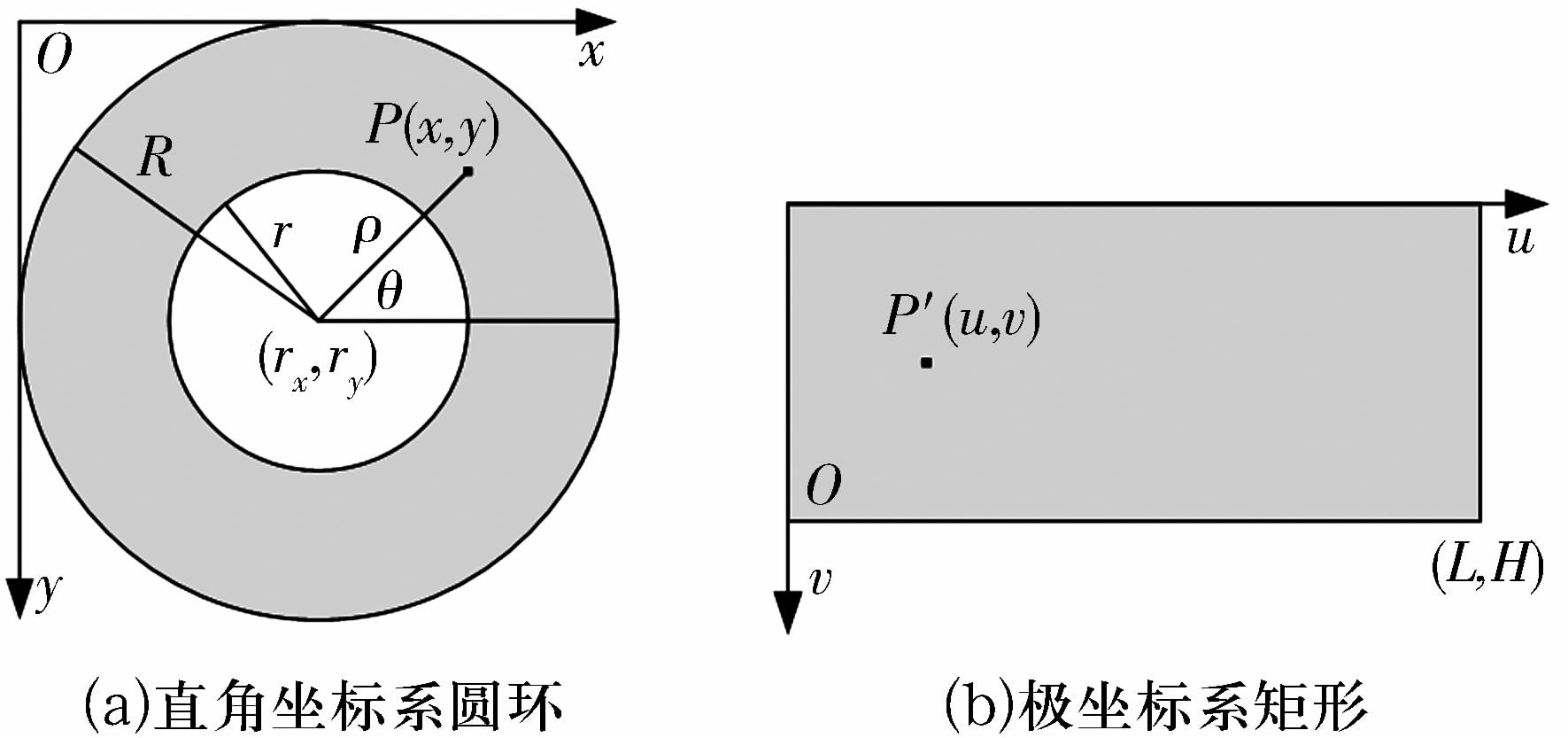
图8 直角坐标系转极坐标系
Fig.8 Conversion from Cartesian coordinate system to polar coordinate system
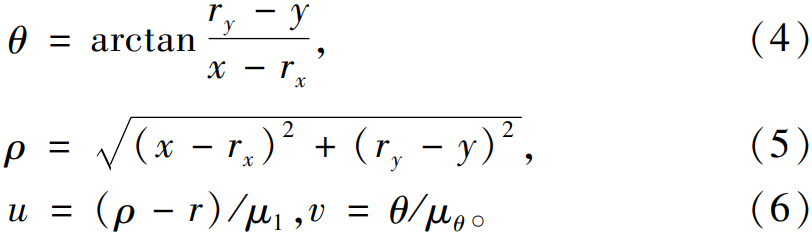
为避免变换后的矩形图像长宽比过大并提高图像处理速度,指定变换后的矩形长为L,宽为H,设定极角比例因子μθ为2π/L,极径比例因子μl为(R-r)/H。对于直角坐标系Р点到极坐标系P'点的转换,数学对应关系为

得到Р点与P'点的对应坐标后,便可以将P'点的灰度值设置为Р点最邻近插值,其关系式为
![]()
式中:f'(u,v)为矩形P'点的像素值;f(x,y)为原图中Р点的最邻近插值。
圆环拉伸成矩形的转换效果如图9所示,将圆环拉伸成矩形后,对矩形图的缺陷进行提取。
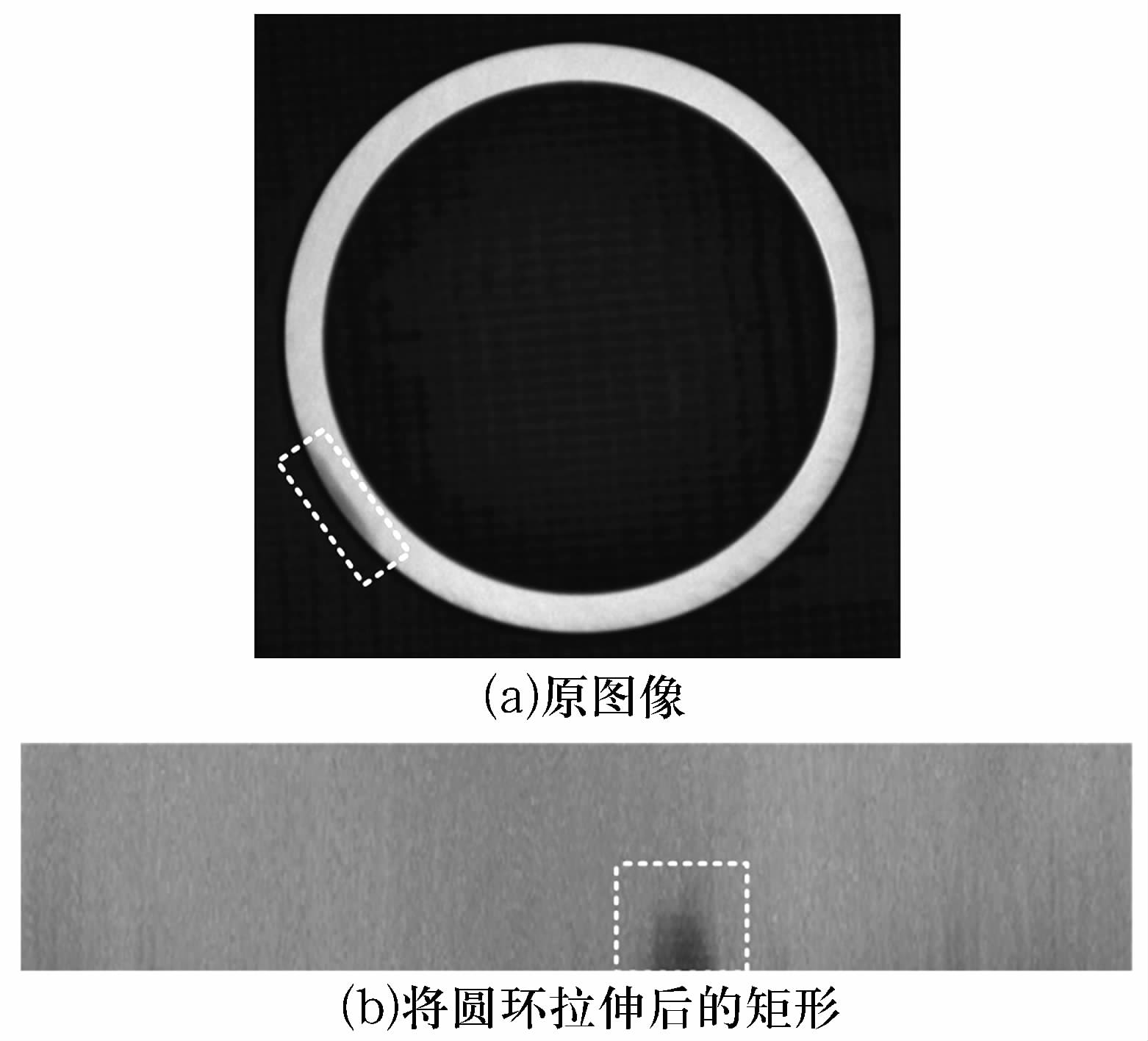
图9 坐标系转换效果图
Fig.9 Coordinate system conversion effect diagram
在矩形图中利用图像分割提取缺陷后,为便于判定,需要将缺陷转换到圆环中,极坐标系转换为直角坐标系的对应关系为
同理,得到P点与P'点的对应坐标后,便可以将Р点的灰度值设置为P'点灰度值,即
![]()
由于转成极坐标系时会造成部分像素点丢失,在重新转换为直角坐标系时不一定会有对应的像素点,而如果直接选取与坐标值距离最近的像素点进行转换可能会造成失真,因此,在寻找P'点像素值时需要运用双线性插值进行转换。
双线性插值是在水平方向与垂直方向运用2次线性插值的方法。如图10所示,P'点为转换后的未知点,其坐标(u,v)不一定为整数值,距其最近的4个整数点为Q11(u1,v1),Q12(u1,v2),Q21( u2,v1 ),Q22(u2,v2)。首先,在v轴方向根据P'点的v轴坐标值进行插值,在Q11,Q12中插人R1点,在Q2l,Q22中插入R2点;然后,根据P'点的u轴坐标值与插入的R1点、R2点在u轴方向插入P'点。P'点像素值的计算公式为
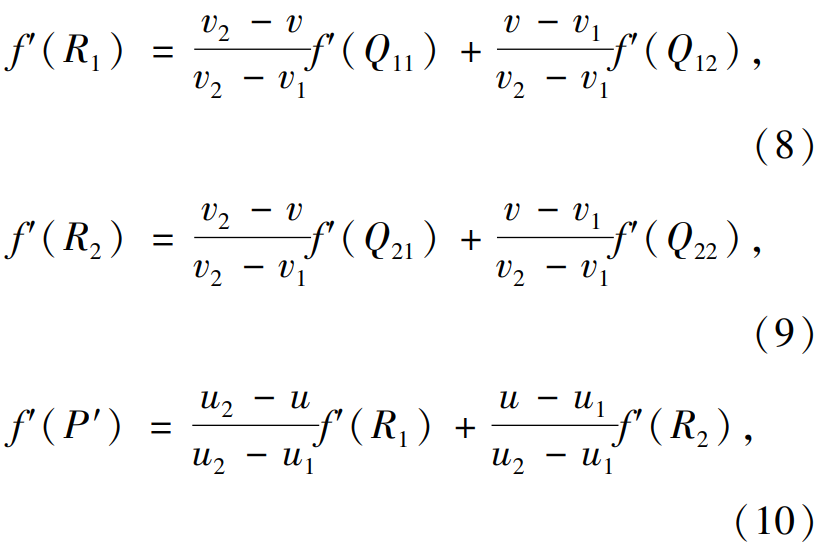
式中:f'(x)为x点的像素值。
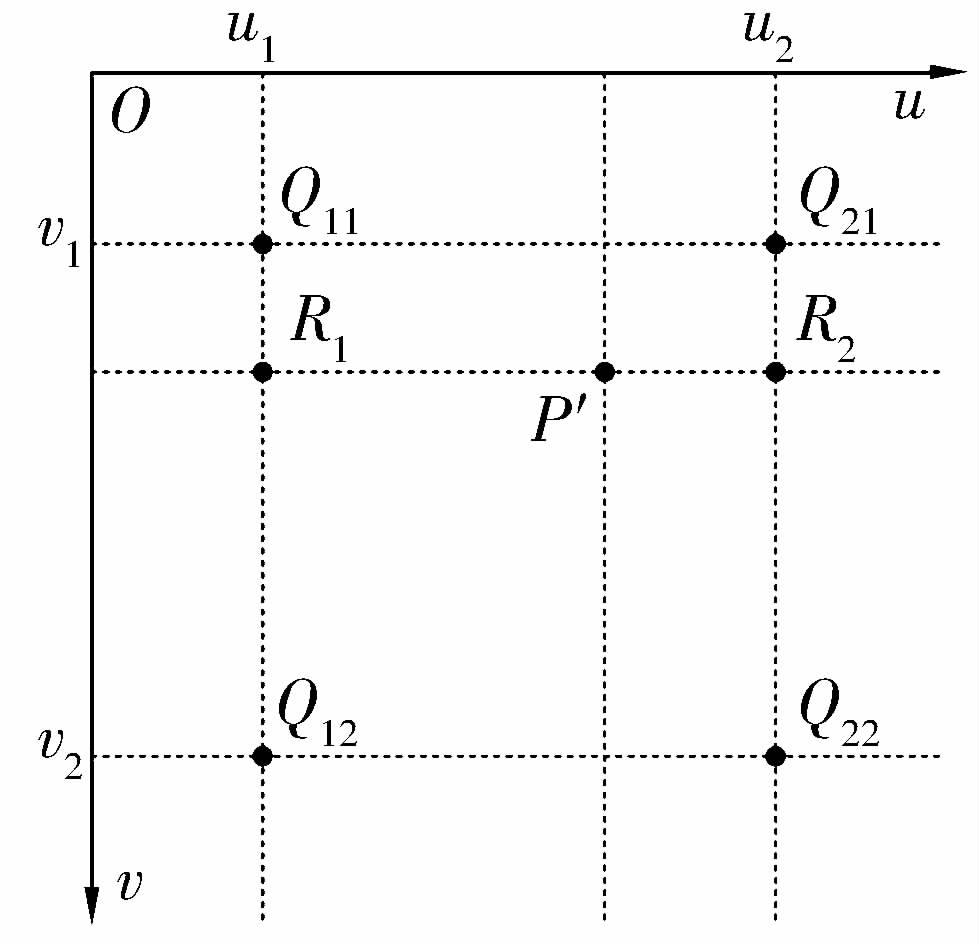
图10 双线性插值原理图
Fig.10 Bilinear interpolation principle diagram
通过双线性插值将拉伸后的矩形(图9b)重新转换为圆环的效果如图11所示。
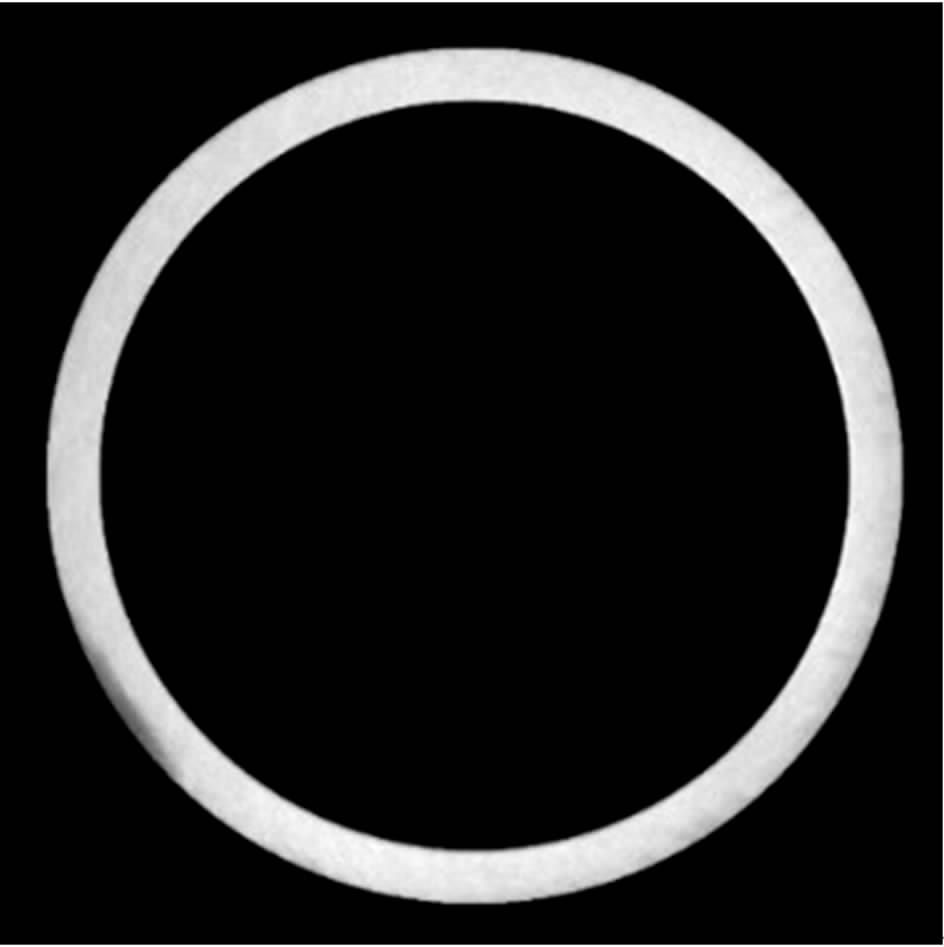
图11 双线性插值转换效果图
Fig.11 Bilinear interpolation conversion effect diagram
2.2.2 图像分割
图像分割是指利用图像中的灰度、纹理、空间等特征,将图像细分为子区域并突出这些子区域对自身的相似性及对其他子区域的不连续性,最终提取出感兴趣的区域。图像分割的效果直接决定了后续特征分析的难度与检测系统的质量。因此,需要针对检测目标找到最合适的分割方法。
经过大量试验对比,选择Sauvola局部二值化算法12进行图像分割。计算以点(x,y)为中心的窗口模板内的灰度均值m(x,y)与标准方差σ(x,y) ,则点(x,y)的阈值T(x,y)为
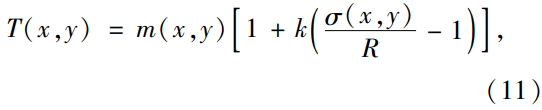
式中:R为标准方差的动态范围,本文检测对象为八位灰度图,故R取128;k为调整系数,Sauvola算法的优点在于k的微小变化不会显著影响二值化的结果。
利用Sauvola局部二值化算法对车废、磨伤、无缺陷但光照不均这3种情况进行分割试验,调整系数k取0.08,分割效果如图12所示。
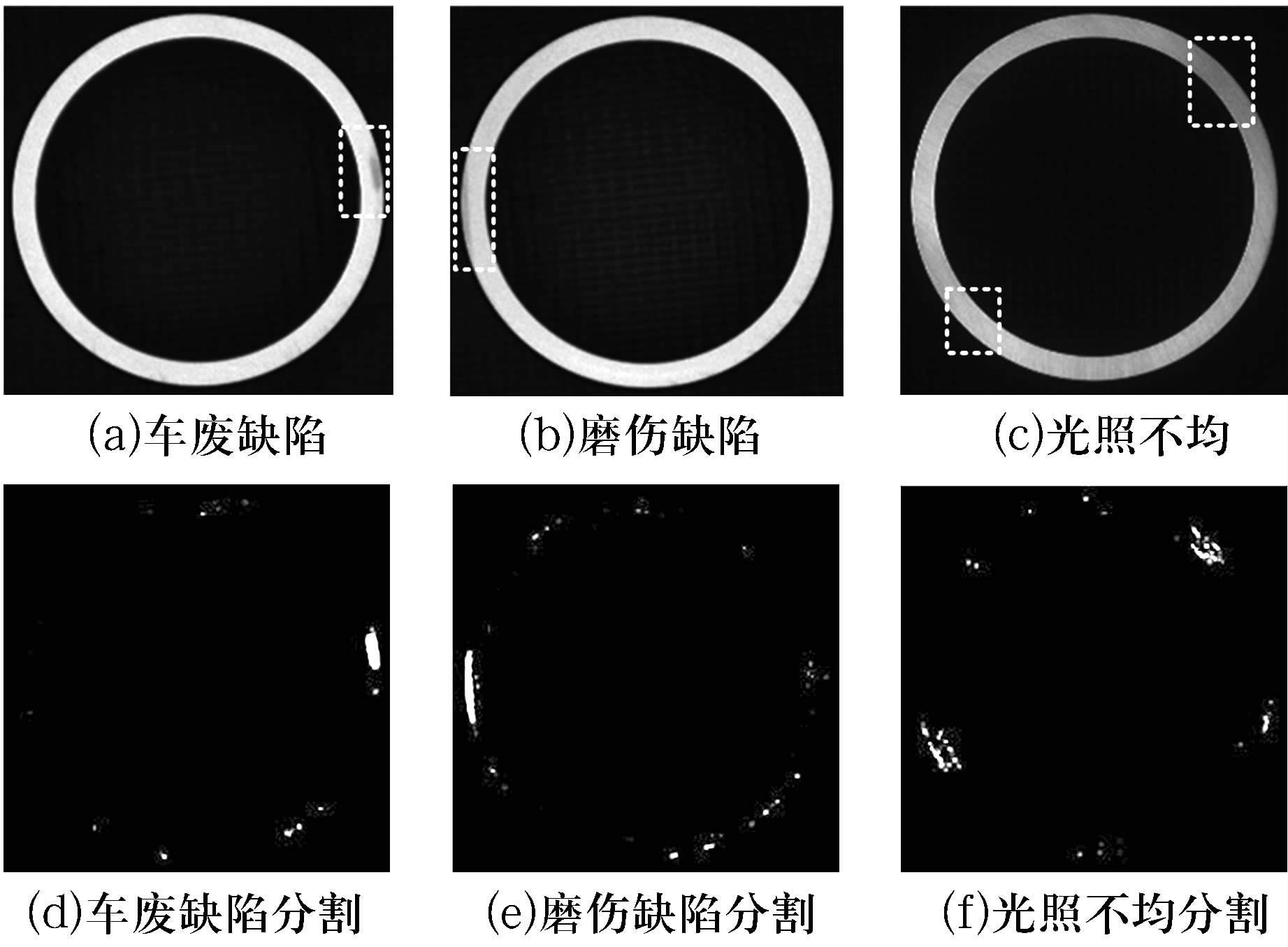
图12 Sauvola算法的分割效果
Fig.12 Segmentation effect by Sauvola algorithm
2.2.3 基于多特征的外观缺陷识别
在完成缺陷分割后,由于生产状况、光照不均等外部因素的影响,有可能存在噪声区域或伪缺陷区域,需要对分割后的图像进行图像特征统计与分析,根据分析结果进行缺陷判别。
如图12a所示,车废缺陷区域与端面正常区域相比,其灰度值较低且一般沿着圆周方向分布于端面上。因此,选取区域面积S、区域轮廓长度L、最小外接矩形主轴至圆心距离D作为车废缺陷的判别特征。判别示意图如图13所示。
提取出缺陷区域后可以计算出该缺陷的最小外接矩形与该外接矩形的主轴直线公式,Ax+By+C=0于是小圆圆心(x0,y0)至主轴直线的距离D为
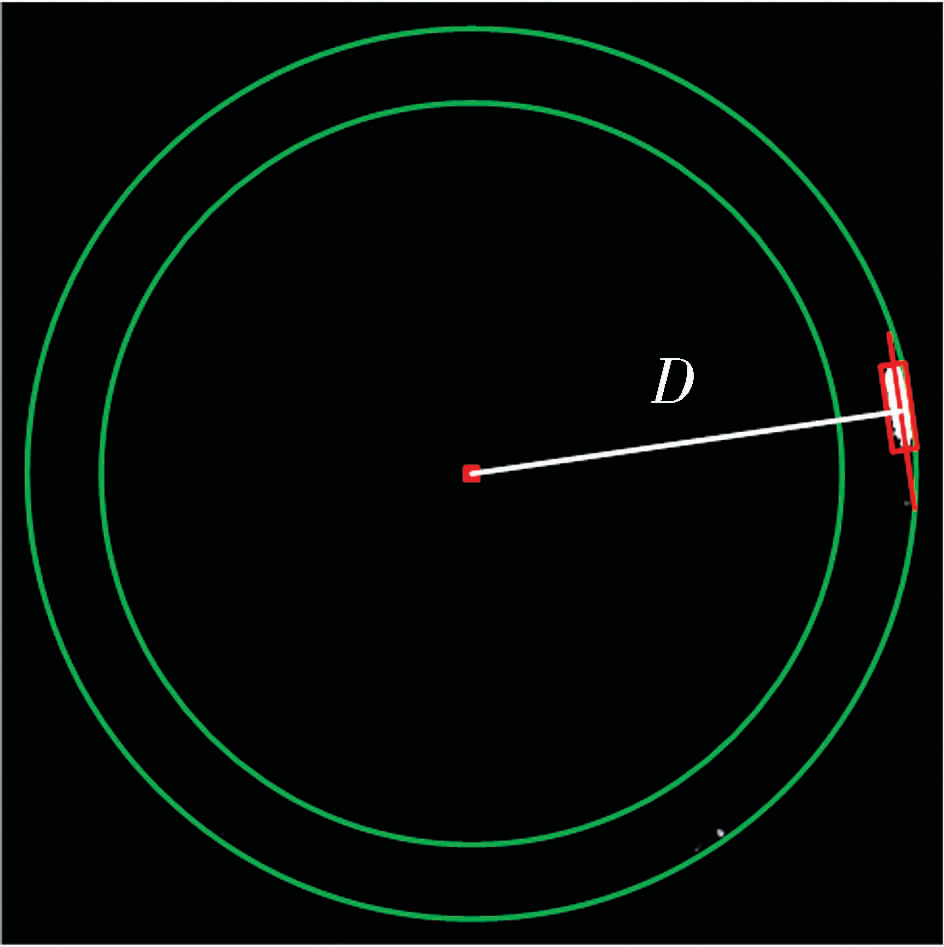
图13 缺陷最小外接矩形主轴至圆心距离计算示意图
Fig.13 Calculation diagram of distance from main axis of minimum circumscribed rectangle to center of defect

提取出缺陷后,计算该缺陷的区域面积S与区域轮廓长度L,如果缺陷面积与轮廓长度皆未超过设定阈值,则视为无此类型缺陷转而进行下一缺陷的识别;否则进一步计算最小外接矩形主轴至小圆圆心的距离,由于车废细化后呈圆弧形,故圆心至主轴的距离会大于小圆半径,所以将小圆半径设为距离阈值TD,若距离D超过阈值TD,则将此套圈判定为车废缺陷。
如图12b所示,磨伤缺陷均分布在端面边缘靠近大圆处,形状近似月牙形,且灰度值比端面正常区域低,因此同样需要对磨伤缺陷进行特征分析。由于磨伤缺陷边缘靠近圆心一侧近似于一条直线,可以用Hough线变换将这条直线拟合出来。如图14所示,直线在极坐标系中的表达式为
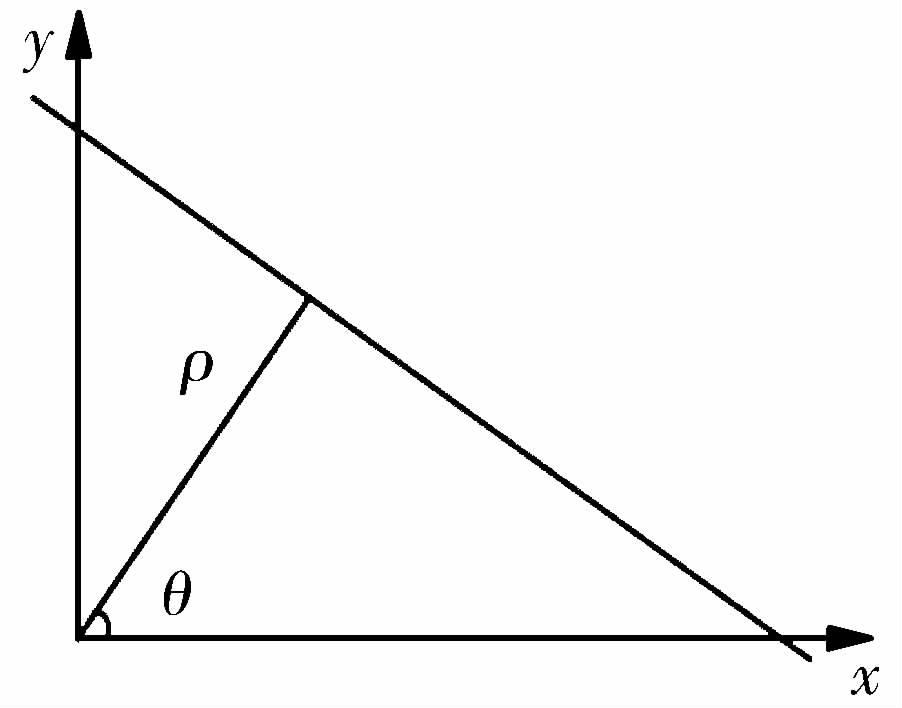
图14 直线在直角坐标系与极坐标系中的表示
Fig.14 Representation of straight lines in Cartesian coordinate system and polar coordinate system
对于(14)式,可以理解为过点(x0,y0)的直线集有以下表达式

则在极坐标系的极径、极角平面中,由(15)式所得曲线中的任一点都表示一条过点(x0,y0)的直线。
将图像中所有的点(xi,yi)代入(14)式中,如图15所示,如果多个不同的点在极坐标系中得到的曲线相交,便意味着这些点可以连成一条直线。如果同时相交的数量超过了设定的阈值,则对该直线进行拟合。
图15 极径极角平面中多条曲线相交
Fig.15 Intersection of multiple curves in polar radius and polar angle plane
找出磨伤缺陷边缘的直线后,计算缺陷区域与正常区域的灰度差进行判别,判别示意图如图16所示。利用Sauvola算法分割出磨伤缺陷后,在缺陷边缘靠近圆心一侧利用Hough线变换拟合出直线L1,再将直线向靠近圆心方向平移一定距离(本文取8个像素)得到直线L2,在原图像端面上提取直线L1远离圆心一侧的区域S1,以及直线L1与L2之间的区域S2,计算2块区域灰度值均值的差值,差值超过设定阙值即可判定为磨伤缺陷。
图16 磨伤缺陷判别示意图
Fig.16 Discrimination diagram of wear defects
3、试验结果及分析
为验证端面缺陷检测算法的可靠性,在如图17所示的检测线上对轴承套圈端面进行缺陷检测,选取外径150 mm、内径90 mm 的33118型轴承套圈样本1 000个,其中合格品400个、外形缺陷样品200个(含大小边、磕碰伤)、车废样品200个、磨伤缺陷200个。
图17 在线端面检测系统
Fig.17 On-line inspection system for end face
在线检测的统计结果见表1,由表可知:合格套圈出现9个误检,仔细观察套圈表面并分析图像特征发现套圈外边缘在磨削过程中出现了砂轮花,使该部分区域灰度值偏低且表现相似于磨伤缺陷,故将其误检为磨伤缺陷,而砂轮花只影响端面美观,因此这类误检可以接受;车废套圈与磨伤套圈总共出现5个漏检,分析后发现漏检原因为缺陷较细微,即使是肉眼观察也不易立刻察觉,此类问题同样可以接受;系统整体识别准确率达98.60%,而且对于外径小于150 mm套圈的检测时长小于600 ms,低于端面磨出料时长,完全能够满足企业生产节拍和检测要求。
表1 端面缺陷检测测试结果
Tab.1 Inspection results of end face defects
另外,对不同型号的套圈也进行了多次检测,识别准确率较高,误漏检率较低,响应时间较短,并能实时统计被检测套圈的型号、数量、合格率、缺陷种类等数据,满足企业生产在线检测要求,可以替代人工实现检测。
4、结束语
本文研究并实现了套圈端面缺陷在线检测算法,利用四连通域确定套圈端面区域,采用最小二乘法拟合套圈轮廓进行大小边和磕碰伤的判别;提出了图像极坐标变换将套圈环形拉伸为矩形,利用Sauvola算法进行图像局部阈值分割,通过极坐标反变换与二次插值法将缺陷区域变换回环形区域,基于多特征的外观缺陷判别方法能够根据各类缺陷的特点对图像特征进行比较实现缺陷判别。试验表明该算法的检测准确率高,能够有效减少漏检或误检,并且能实时统计缺陷种类等数据。
(参考文献略)
文章发表于2022年2期《轴承》


轴研所公众号 轴承杂志社公众号
Copyright © 2019 蓝月亮论坛, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回