
我国海上风电市场将在未来十年内飞速发展,针对海上风电恶劣工况要求,风电主轴轴承需要更高功率密度、可靠性和使用寿命。本文主要从轴承设计、材料、表面处理以及工艺等方面阐述了对风电主轴轴承技术的现状和未来发展方向。
1、海上风电市场和大兆瓦机组发展趋势
全球风能理事会(GWEC)发布的《全球海上风电报告2020》预测:到2030年,全球海上风电装机量将从现在的29.1GW升至234GW,亚太地区会成为最重要的市场。2021年9月9日,在英国Shoreham港发布《2021全球海上风电报告》,2020年全球海上风电新增装机6.1GW,比2019年的6.24 GW略有降低,但GWEC预计2021年将是全球海上风电装机创纪录的一年。
报告预计,在现有风电政策的情况下,未来十年全球将新增海上风电装机235GW,这一增量相当于现有海上风电装机的七倍。相比于2020年报告,本次预测上调了15%。
中国在2020年实现了3GW以上的海上风电新增并网,连续第三年成为全球最大的海上风电市场。欧洲市场保持稳定增长,荷兰以近1.5 GW的新增装机排在全球第二位,比利时位列第三(706 MW)。

根据国际能源署(IEA)及国际可再生能源署(IRENA)的最新报告,如果希望把地球温度上升控制在1.5℃以内,全球海上风电装机需要在2050年达到2000GW,而现在的装机量还不到这一目标的2%,2030年的预测装机量也只是这一目标的13%。
2、海上风电轴承技术发展现状与技术
由于海上风力发电机的特殊工况,主轴轴承需要安装在离海面数十米高的高空中,轴承运输、安装和更换都极为不便,且费用高昂。于此同时,海上风电轴承所处的环境非常恶劣,包括台风、空气湿度大导致腐蚀等等,因此高性能、高可靠性以及长寿命是主轴轴承必须具备的品质。目前风电主轴轴承主要依赖进口,国际上著名风电主轴轴承厂商主要有瑞典SKF、德国Schaeffler、美国Timken等,在全球市场占据统治地位。我国风电轴承与国外的仍有较大差距,其中主要在于材料、设计、表面处理、工艺水平和工艺装备。
2.1 海上风电主轴轴承设计
目前,风电机组中主轴轴承主要承受传动链中大部分来自于外部风作用产生的径向力、轴向力以及弯矩,将稳定的转矩传递给风电机组的高速端。因此,主轴轴承的承载能力、可靠性以及使用寿命是非常关键的指标,同时定位端主轴轴承在面对较大轴向力或轴向冲击时,其轴向刚度将决定了其在外力作用下的轴向位移,该轴向位移将对齿轮箱内部的受力稳定产生较大影响。
随着海上风电兆瓦级别的不断提高,无论是单点支撑还是双点支撑的方案布置中,在有限的空间内如何更大程度提高承载能力,提高可靠性和寿命成为很大的困难,与此同时伴随着单向偏载以及系统振动、润滑条件不足等阻碍。
目前已装机的风力发电机中,大多数采用主轴轴承支撑结构,其主轴轴承一般分为两点支撑和三点支撑的布置形式。
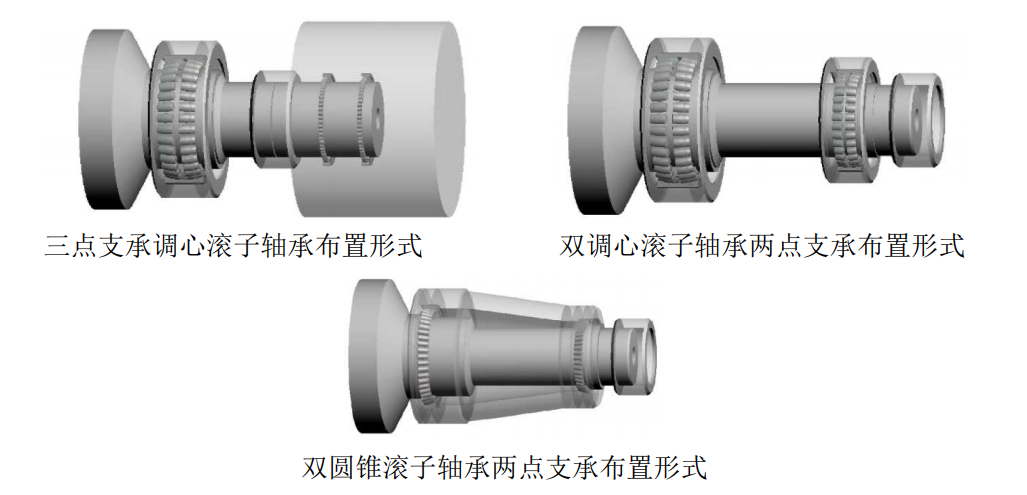
图1 主轴轴承具有代表性的布置形式
2.1.1 主轴用调心滚子轴承技术方案
采用定位端加浮动端调心滚子轴承轴承的两点支撑形式是最典型的一种布置形式,在其中定位端轴承扮演着重要角色,既要满足对径向、轴向载荷的主要承载需求,具有一定的调心性能(通常要求大于0.3°),还要求在低成本的要求下能够稳定运行20年。已有技术方案如下:
1)内部结构优化
目前大尺寸调心滚子轴承已有结构如图2所示,根据中隔圈的结构形式可分为固定中隔圈,浮动中隔圈和无中隔圈设计。相对于浮动中隔圈和无中隔圈的设计,固定中隔圈可以有效增加轴向刚度,降低在轴向力影响下的轴向移动距离,从而有效减少轴向力对齿轮箱的影响。同时固定中隔圈可以有效限制滚动体在移动时的摆动角度。而无中隔圈的设计的优势在于可以更充分地利用内部空间从而设计更大的滚动体和接触角,增加其轴向承载能力。
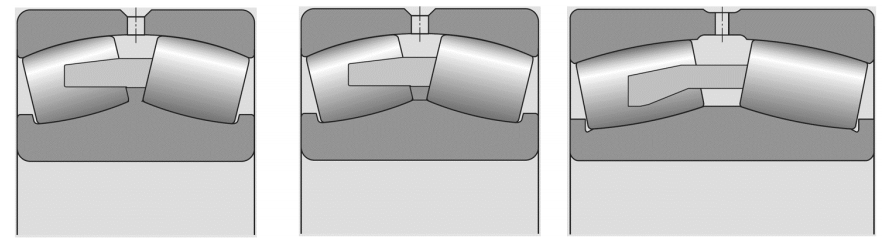
图2 大型调心滚子轴承结构类型
2)进一步提高滚子轴承额定动载荷系数bm值
根据ISO 281中定义bm值为“当代常用材料与加工质量的额定动载荷系数”【2】,用于计算基本额定动载荷。对于bm值,由于材料的冶炼方式和轴承制造水平的差异,通常不同厂家会在测试验证或经验的基础上提供出来。对于调心滚子轴承,在ISO 281中定义精炼钢(真空脱气钢)约为1.0-1.15,电渣重熔钢(高级精炼钢)约为1.2-1.5。
对于大尺寸轴承产品,随着材料冶炼方式和生产制造水平的提高,目前更高纯度的轴承钢以及套圈、滚动体的超精工艺的使用,很大程度提高了轴承各个零部件的表面和内部质量,改善了摩擦状态,使得bm系数的提高成为可能,从而一定程度上增加了轴承整体承载能力和使用寿命。
3)压缩游隙控制区间
轴承游隙对轴承的寿命和可靠性都有较大影响。轴承游隙过大,会导致轴承在运行时承载的滚子总体数量减少,加剧滚子点蚀磨损;游隙过小,会导致轴承易产生摩擦发热,温度升高,油膜破坏,严重时甚至造成轴承卡死。
由于标准游隙组别控制游隙范围较大,尤其是对于风电用大型轴承,往往单个标准游隙组别会达到0.2 mm以上,而轴向游隙则1 mm以上,这对可靠性要求很高的风电应用来说范围太大,容易因为工作游隙不理想导致提前失效,同时游隙的范围大还会对调心滚子轴承的调心性能产生不利影响。
所以在风电主轴应用中,考虑到实际的加工经济性,往往推荐使用标准游隙的一半作为风电用游隙,或是根据实际应用数据选择特殊游隙。
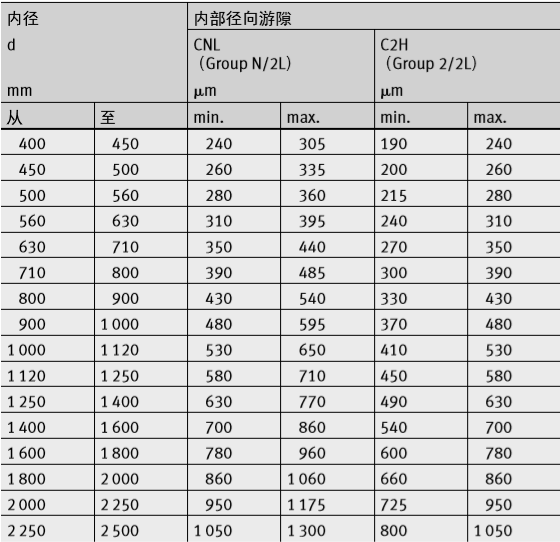
图3 大型风电调心滚子轴承游隙建议表
4)通过对滚动体进行修形
调心滚子修形,通常对数曲线为常用的修形曲线,能有效避免边缘应力的产生,以优化接触应力均匀分布,以降低摩擦因子PV值,降低早期磨损的风险。
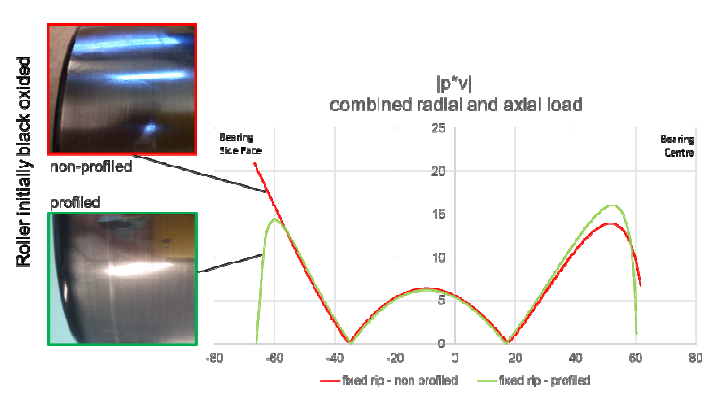
图4 滚动体修形与非修形PV值对比
5)非对称式轴承设计【3】
通过设置两列滚动体的接触角不同来满足单向承载的需求。在与传统对称式结构相比,该设计能在相同外形尺寸下,有效提高轴承轴向承载能力和刚度,从而一定程度上有效避免了另外一列滚动体打滑的风险。对于风电应用来说,往往选择240系列轴承是因为可以设计更大的接触角以增大轴向承载能力,非对称设计可以充分利用风力的单向性,提高对齿轮箱侧的接触角增大可行性,可以使用230系列去替代240系列轴承,如图所示,以此来减小轴承的尺寸。
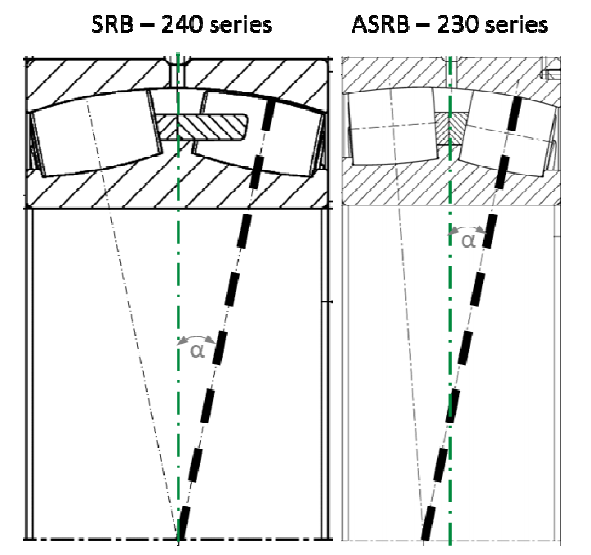
图5 非对称设计调心滚子轴承
非对称轴承设计对风机厂家在不改变现有主要结构的基础上拥有更高性能的轴承提供了新的方向,从而大大降低了新机型或现有机型升级的成本与难度。
6)球墨铸铁保持架
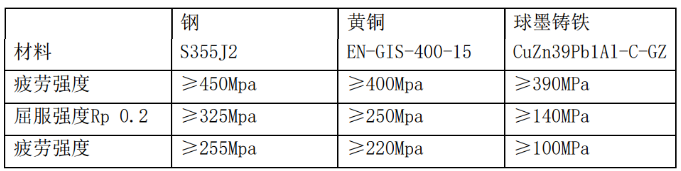
对于大型风电主轴用调心滚子轴承,机加工黄铜保持架由于其易加工成型、机械性能佳、可回收利用、且有一定自润滑性,被广泛应用。其中铅黄铜因其成本低、机加工性能好被大量使用在保持架上。但是铅黄铜零件在使用过程中存在着铅溶出问题,易造成环境污染,含铅黄铜保持架在不久的未来将面临无法继续使用的境遇,而无铅黄铜则面临着较大成本压力,寻求一种可替代现有黄铜保持架的材料势在必行。
目前舍弗勒已开发出适用于大型调心滚子轴承的球墨铸铁保持架,其拥有更佳的机械性能,以及相当的制造成本。
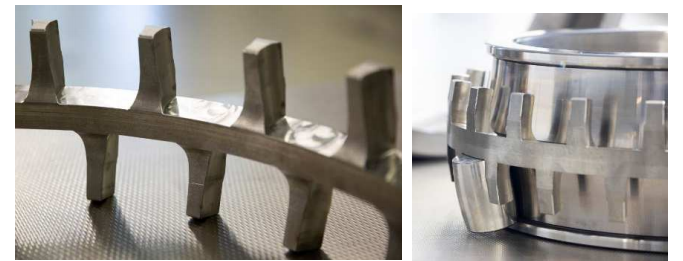
图6 球墨铸铁保持架
因其具有更大的材料疲劳强度,故在原有黄铜保持架设计基础上增加轴承一定数量的滚动体将成为可能,其在一定程度上可以增加轴承的承载能力和使用寿命。同时,由于以往黄铜保持架设计在风电中较多使用240/241系列轴承,由于其宽度较宽,其保持架往往因需要顺利经过轴承外圈最小直径处后,安装到轴承内部,保持架外径不能过大,否则无法顺利安装;同时无法过小,否则保持架强度较低,容易过早失效。球墨铸铁保持架在一定程度上可以降低外径减少后的强度问题产生的风险。
2.1.2 主轴用圆锥滚子轴承技术方案
对于海上风电更大兆瓦级别的风机来说,选择轴向定位更好以及承载更高的双圆锥滚子轴承也成为行业趋势。除了如调心滚子轴承已有技术方案,包括适当的滚动体修形以降低边缘应力的风险,进一步提高承载能力bm系数外,圆锥滚子轴承将面临更大的挑战,主要在于尺寸大型化后机加工难度大,加工精度难以保证,保持架结构复杂,热处理工艺复杂以及生产效率低。面对挑战,已有技术方案有:
1)保持架结构优化
已有大型圆锥滚子保持架结构如下图所示
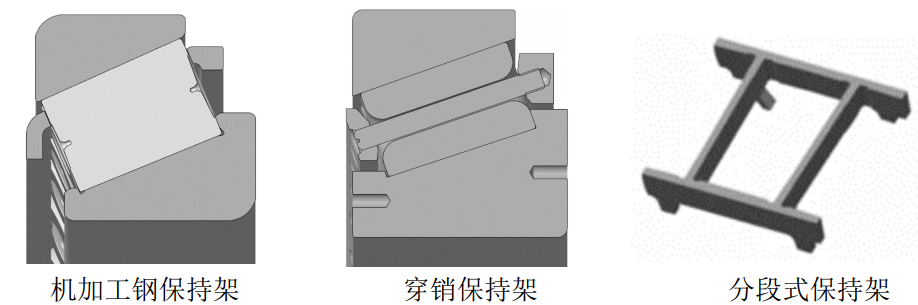
图7 不同结构类型的圆锥滚子轴承
机加工钢保持架,其特点在于加工精度高,润滑空间大,轴承装配需要辅助加热装置热装,其整体成本较高。
穿销保持架,其最大特点在于能充分利用周向空间填充更多的滚动体,最大化承载,其润滑空间有限,尤其是销钉与滚动体内径面的常常润滑不良,易造成异常磨损。其次其加工过程复杂,加之滚动体需要通过氮碳共渗工艺处理,其整体成本同样很高。
分段保持架,其拥有易装配,生产难度低,效率高等特点,但目前由于各个分段之间通常不设置连接装置,往往仅能用于双列圆锥滚子轴承上使用。
2)热处理工艺选择
利用无缝感应淬火可以有效预防大尺寸轴承白色裂纹产生,其拥有工件变形小,尺寸稳定性能高,高生产效率等。表面淬火后的套圈其拥有较高的表面硬度和较高的芯部冲击韧性。目前最大的困难在于针对不同尺寸感应淬火头的参数无法准确预测,需要不断测试才能确定,开发周期长。
2.2 海上风电轴承材料
材料是直接影响轴承最终性能好坏的重要因素,由于海上风电的特殊可靠性需求,使用的轴承材料品质要求很高。已知影响轴承钢材质量的主要因素有钢材的含氧量、碳化物、偏析和夹杂物。
其中钢材中的夹杂物和含氧量密切相关,夹杂物随着含氧量的提高而增多,夹杂物的含量基本上决定了轴承钢的接触疲劳寿命。目前国际上以日本的SANYO以及瑞典的OVAKO为代表的钢材厂商对传统钢材含氧量控制已经达到5×10-6以下【4】,在此基础上两家经过超高纯冶炼工艺的改进,分别研发出超高纯轴承钢(EP钢)和各向同性轴承钢(IQ钢),对钢材的含氧量控制甚至达到(2-3)×10-6以下。另外国外针对轴承的长寿命、高精密、耐高温及其他特殊性能的要求,也相继开发了特殊热处理轴承钢(SHX钢)、低密度轴承材料(60NiTi)、耐高温轴承钢CSS—42L及高耐蚀轴承钢Cronidur 30等新型轴承材料。
国内钢材厂未来需要缩短与国外差距,需要进一步提高轴承钢的洁净度,减小钢中夹杂物的含量与尺寸;通过工艺优化进一步提高碳化物的均匀性,降低和消除液析、网状和带状碳化物;进一步提高基体组织的晶粒度,使轴承钢的晶粒尺寸进一步细化;减少低倍组织缺陷;进一步降低轴承钢中的中心疏松、中心缩孔与中心成分偏析,提高低倍组织的均匀性。
2.3 海上风电轴承表面处理
表面涂覆技术包括:物理气相沉积(PVD)、化学气相沉积(CVD)、射频溅射(RF)、离子喷涂(PSC)、化学镀等,可提高轴承零件的耐磨性、接触疲劳抗力,并降低表面摩擦因数。目前根据几大轴承厂家的技术趋势,其中主要应用在风电主轴轴承上的涂层有以下几种:
2.3.1 黑化涂层
发黑涂层处理后轴承将拥有更好的跑和性能,拥有轻微的防腐蚀以及抗磨损的性能,同时涂层在一定程度上增强了抵抗白色腐蚀裂纹(WEC)的能力。在以往陆上风电实际使用过程当中,往往选择在滚动体表面做黑化涂层处理,但风机从陆上转移到海上后,由于工况更加复杂和恶劣,建议套圈和滚动体均做黑化处理。
2.3.2 DLC涂层
DLC涂层是一种表面超硬的涂层,其具有和金刚石涂层非常相近的性能,即极高的硬度、电阻率、导热系数等【5】,该涂层可减少混合摩擦条件下的摩擦和磨损,使得轴承寿命和耐磨性大幅度提高,避免了滚子轴承因滚动接触面间的滑动引起的黏着磨损(涂抹)。
2.3.3 柱状硬铬涂层
该涂层主要附着在内圈内径面上,它能提供高的耐磨损能力(高硬度),尤其是容易发生微动腐蚀的配合表面。
2.3.4 磷化涂层
该涂层常用在浮动端轴承的外径面上,主要用于改善紧急润滑和磨损保护。例如防止微动腐蚀或摩擦腐蚀,通过钝化或涂油的相应的后处理可暂时提高防腐蚀性能。
2.4 国内海上风电轴承制造现状
国内风电轴承的制造水平与国外仍存在很大差距,尤其是大兆瓦级别的轴承受制于加工设备和工艺水平。随着外资企业高端产品的本地化需求日益迫切,主要轴承厂商也在不断加速本地化进程。如舍弗勒集团在南京已建成4号工厂,专用于大型风电轴承的生产,分别可加工外径800~2000 mm以及2000 mm以上的调心滚子轴承、圆柱滚子轴承以及圆锥滚子轴承,通过引进国外大型生产设备以及工艺技术,已实现多个型号轴承量产。
国内的生产水平的提高助力国内风电市场快速发展,在保证产品质量按照风电最高标准的情况下,实现快速交付和更低的成本,最大程度保证客户的利益。
3 结论
目前海上风电的特殊应用工况对轴承的承载能力、可靠性和使用寿命提出更高的要求。对于大尺寸海上风电用轴承未来可以从轴承设计、材料、表面处理以及工艺等诸多方面进行改善。对于轴承设计,需要进一步提高整体的承载能力,包括更优的结构特征,包括接触优化,对保持架的结构形式和材料选择,尤其对圆锥滚子轴承,需要考虑如何简化机加工过程和热处理方式等;对于材料,如何缩短与国外的差距,包括进一步提高轴承钢的洁净度,减小钢中夹杂物的含量与尺寸,提高碳化物的均匀性等;对于表面处理,开发更优的表面处理技术,包括如何解决边界摩擦以及外界污染物介入后的润滑问题等。
【参考文献】
[1]程林志,曹胜平,刘晓辉.兆瓦级风电机组主轴轴承选型及分析[J].新技术新工艺,2016(4)∶49-53.
[2]赖俊贤.滚子轴承额定动载荷系数bm的探讨[J].轴承, 1995(11)∶14-18
[3]闫佳飞.基于风机传动链系统的非对成调心滚子轴承分析与研究[C].第五届中国风电后市场专题研讨会论文集.2018∶169-175
[4]李昭昆,雷建中,徐海峰,等.国内外轴承钢的现状与发展趋势[N].钢铁研究学报,2016,28(3)∶1-12.
[5]黑鸿君,高洁,贺志勇,等.普通硬质涂层和超硬涂层的研究进展[J].机械工程材料2016,40(5)∶1-18.
作者:程涛,刘际轩,周国,等.
单位:舍弗勒大中华区
来源:2020峰会论文集,内容略有修改(更新)
“中国轴承工业协会”(微信号:cbia-1988)授权转发


轴研所公众号 轴承杂志社公众号
Copyright © 2019 蓝月亮论坛, All Rights Reserved 备案号:豫ICP备18028303号-3
豫公网安备 41030502000528号
营销热线
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回